















1. 適用范圍

1.1 本守則規定了氬弧焊的焊接工藝要求、焊件檢驗、操作等。
1.2 本守則適合所有從事波紋補償器焊接的人員使用。
2. 焊接術語
2.1 母材:被焊接金屬材料的統稱。
2.2 焊縫:焊件經焊接后所形成的的結合部分。
2.3 焊趾:焊縫表面與母材的交界處。
2.4 焊縫寬度:焊縫表面兩焊趾之間的距離。
2.5 焊縫長度:焊縫沿軸線方向的長度。
2.6 熔池:熔焊時在焊接熱源作用下,焊件上所形成的的具有一定幾何形狀的液態金屬部分。
2.7 熔敷金屬:完全由填充金屬熔化后所形成的焊縫金屬。
2.8 熔深:在焊接接頭橫截面上,母材或前道焊縫熔化的深度。
2.9 余高:超出母材表面連線上面的那部分焊縫金屬的大高度。
2.10 焊道:每一次熔敷所形成的一條單道焊縫。
3. 材料
3.1 材料應符合技術條件要求。
3.2 材料應具有良好的表面質量,光潔平整、無銹蝕等缺陷,尺寸、厚度符合規定。
4. 設備與工具
4.1 設備:氬弧焊機、氬氣瓶。
4.2 工具:鋼卷尺、游標卡尺等。
5. 工藝準備
5.1 焊工按車間要求佩戴好勞保用品,如防砸鞋、焊接皮手套、面罩、口罩等。
5.2 操作者了解設備的性能及使用要求,焊接前檢查設備、儀表、氣瓶等工藝裝備是否正常,焊機接地線牢固可靠,合格后才能進行焊接作業。
5.3 氬弧焊焊接采用直流正接法,即焊件接電源正,焊槍接電源負的接線方法。
5.4 焊件施焊前須清潔,嚴格去油(丙酮處理)及去除氧化膜、雜質(鋼絲刷、銼刀、砂紙打磨)。
6. 工藝規范
6.1 焊槍
焊槍的作用是裝夾鎢、傳導焊接電流、輸出氬氣流和啟動或停止焊機的工作系統。
焊槍按冷卻方式又可分為氣冷式和水冷式,當所用焊接電流小于150A時,選擇氣冷式焊槍

6.3 電弧電壓
電弧電壓主要由弧長決定。電弧長度增加,容易產生未焊透的缺陷,并使保護效果變差,因此應在電弧不短路的情況下,盡量控制電弧長度。一般弧長近似等于鎢直徑。
6.4 焊接速度
焊接速度通常是由焊工根據熔池的大小、形狀和焊件熔合情況隨時調節:
過快的焊接速度會使氣體保護氛圍破壞,焊縫容易產生未焊透和氣孔;
焊接速度太慢時,焊縫容易燒穿和咬邊。
6.5 氬氣流量與噴嘴直徑
噴嘴直徑的大小,直接影響保護區的范圍,一般根據鎢直徑來選擇。
按生產經驗:2倍的鎢直徑再加上4mm即為選擇的噴嘴直徑。
流量合適時,熔池平穩,表面明亮無渣,無氧化痕跡,焊縫成形美觀;
流量不合適,熔池表面有渣,焊縫表面發黑或有氧化皮。
氬氣的合適流量為0.8~1.2倍的噴嘴直徑。
6.6 噴嘴與焊件間的距離
噴嘴與焊件間的距離以8~14mm為宜。
距離過大,氣體保護效果差;若距離過小,雖對氣體保護有利,但能觀察的范圍和保護區域變小。
6.7 鎢伸出長度
為了防止電弧熱燒壞噴嘴,鎢端部應突出噴嘴以外,其伸出長度一般為3~4mm(具體情況視焊接需要而定)。
伸出長度過小,焊工不便于觀察熔化狀況,對操作不利;
伸出長度過大,氣體保護效果會受到一定的影響。
7. 工藝過程
7.1 接通電源
檢查操作控制板電源指示是否正確,冷卻風扇運行是否正常。
7.2 試氣
接通試氣開關、驗證保護氣體是否暢通;
調整保護氣體流量,使之符合焊接需求。
7.3 引弧
通常手工鎢氬弧焊機本身具有引弧裝置(高壓脈沖發生器或高頻振蕩器),鎢與焊件并不接觸保持一定距離,就能在施焊點上直接引燃電弧。
如沒有引弧裝置操作時,可使用純銅板或石墨板作引弧板,在其上引弧,使鎢端頭受熱到一定溫度(約1s),立即移到焊接部位引弧焊接。這種接觸引弧,會產生很大的短路電流,很容易燒損鎢端頭。
開始點焊時,先引發電弧加熱母材,當呈現熔池后立即添加焊絲。
7.4 收弧
一般氬弧焊機都配有電流自動衰減裝置,收弧時,通過焊槍手柄上的按鈕斷續送電來填滿弧坑。若無電流衰減裝置時,可采用手工操作收弧,其要領是逐漸減少焊件熱量,如改變焊槍角度、稍拉長電弧、斷續送電等。收弧時,填滿弧坑后,慢慢提起電弧直至熄弧,不要突然拉斷電弧。
熄弧后,焊槍須停留3~5秒,繼續讓未冷卻的焊縫受到氬氣保護,并加速冷卻,以防止金屬在高溫下產生氧化。
焊接結束前,須添加稍多些焊絲,防止端頭冷卻后出現焊縫凹坑。
8. 質量檢驗
8.1 焊點、焊縫質量檢驗
焊點外觀呈圓形或橢圓形,焊點不允許有裂紋、燒穿等不良缺陷。
焊縫表面應平滑,不允許存在裂紋、夾渣、焊瘤、燒穿、氣孔等缺陷。
焊縫形狀及尺寸應符合產品圖樣及技術文件的要求。
8.2 工件質量檢驗
焊后工件的幾何尺寸應符合產品圖樣及技術文件的要求。
清除工件上的飛濺物,以不影響后道工序為準。
工件焊接牢固,不易變形。
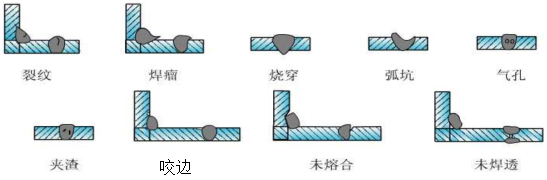
8.3 常見的焊接缺陷如下圖所示:
9. 及注意事項
9.1 焊機應盡量安裝在濕度小、灰塵少的場所,遠離熱源及易燃易爆物。
9.2 操作者應嚴格遵守電焊工技術規程的要求,佩戴手套、面罩、口罩等勞保用品。
9.3 要定期檢查作業區電源,電線、開關是否有破損、漏電現象,如有則需及時報修。
9.4 焊接開始前,先通氬氣將氣管中的空氣積水吹凈再進行焊接。
9.5 氬氣壓力規定為0.01~0.05Mpa,引弧時氬氣應提前送氣3~5秒,熄弧時氬氣應滯后6~7秒停氣。